
Malowanie, obróbka antykorozyjna i optyczna karoserii samochodowych
Zawartość
- Malowanie po remoncie
- Szlifowanie
- czyszczenie
- Opieczętowanie
- Przyczyny i zapobieganie niedoborom napełniania
- występ
- Kamuflaż
- rysunek
- Przyczyny i zapobieganie defektom podczas nakładania podkładów wg. zabarwienie
- Przyczyny i zapobieganie małżeństwu z malowaniem dwu- i trójwarstwowym
- Rodzaje kolorów
- Malowanie natryskowe
- Naprawa karoserii
 Malowanie samochodu ma dwie główne funkcje. Z operacyjnego punktu widzenia ochrona jest ważniejsza, gdy farba chroni powierzchnię ciała przed niekorzystnymi wpływami zewnętrznymi (substancje agresywne, woda, uderzenia kamieni ...). Jednak dla wielu kierowców ważniejsze jest wrażenie estetyczne lakieru, dlatego kolor pojazdu jest jednym z ważnych kryteriów przy jego wyborze.
Malowanie samochodu ma dwie główne funkcje. Z operacyjnego punktu widzenia ochrona jest ważniejsza, gdy farba chroni powierzchnię ciała przed niekorzystnymi wpływami zewnętrznymi (substancje agresywne, woda, uderzenia kamieni ...). Jednak dla wielu kierowców ważniejsze jest wrażenie estetyczne lakieru, dlatego kolor pojazdu jest jednym z ważnych kryteriów przy jego wyborze.
Lakierowanie jako obróbka powierzchni narodziło się w Chinach i osiągnęło swój szczyt w Azji Wschodniej. Powóz konny odegrał kluczową rolę w poszerzeniu powierzchni lakierni o pojazdy. W tym czasie (XVIII w.) uznawany był za środek transportu publicznego, który później przechodził różne etapy rozwoju. Przez długi czas był podstawą pierwszych samochodów. Do XX wieku ne ramy karoserii wykonywano z drewnianej ramy, która była pokryta skórą syntetyczną. Tylko maska i błotniki były z blachy, którą trzeba było pomalować.
Wcześniej samochody malowano ręcznie pędzlem, co wymagało czasu i jakości pracy malarza. Malowanie ręczne wykonywane jest od bardzo dawna przy produkcji karoserii samochodowych na przenośniku taśmowym. Nowoczesne techniki lakierowania i nowe materiały pomogły zwiększyć automatyzację, zwłaszcza w przemysłowym lakierowaniu wsadowym. Podstawową modyfikację przeprowadzono w kąpieli zanurzeniowej, a następnie poszczególne operacje natryskiwania za pomocą robotów sterowanych hydraulicznie.
Przejście na metalowe kadłuby pokazało kolejną zaletę w malowaniu - znacznie skrócono czas obróbki i suszenia. Zmieniła się również technika malowania. Zaczęto go malować nitro-lakierem, co zwiększyło liczbę produkowanych części. Chociaż lakier z żywicy syntetycznej został wynaleziony w latach trzydziestych XX wieku, stosowanie lakieru nitro w fabrykach i warsztatach trwało do lat czterdziestych XX wieku. Jednak obie formy zostały stopniowo zepchnięte na drugi plan dzięki nowej technice - strzelaniu.
Głównym zadaniem rękodziełowego malowania samochodów jest naprawa, w mniejszym stopniu nowe malowanie, a także malowanie i znakowanie specjalne. Umiejętne rzemiosło musi dotrzymywać kroku postępowi technicznemu w produkcji samochodów, w szczególności zmianom materiałów nadwozia (więcej plastiku, aluminium, różne kształty, blacha ocynkowana) lub zmianom lakieru (nowe kolory, materiały na bazie wody) i związanymi z tym nowościami w zakresie napraw i metod malowania.
Malowanie po remoncie
W tym artykule skupimy się bardziej na malowaniu już pomalowanych powierzchni, tj. bez malowania nowych części wg. karoserie samochodowe. Lakierowanie nowych części to know-how każdego producenta pojazdów i można powiedzieć, że sam proces lakierowania jest w dużej mierze identyczny, z wyjątkiem wstępnych czynności związanych z zabezpieczeniem „surowej” blachy przed korozją, takich jak namaczanie karoserii w roztworze cynku.
Użytkownicy końcowi pojazdów lepiej rozumieją techniki malowania po naprawie uszkodzonej lub wymienionej części. Malując samochód po naprawie pamiętaj, że ostateczny wygląd zależy od wielu czynników. Nie tylko z jakościowego doboru warstwy wykończeniowej, ale także z całego procesu, który rozpoczyna się od prawidłowego i dokładnego przygotowania blachy.
Malowanie wg. Prace przygotowawcze składają się z kilku etapów:
- polerowanie
- czyszczenie
- zagęszczanie
- wydajność,
- kamuflaż,
- lakiernictwo.
Szlifowanie
Szczególną uwagę należy zwrócić na szlifowanie arkusza i poszczególnych warstw pośrednich, choć czasem wydaje się to błahe, a nawet drobna operacja, przy której potrzebna jest tylko płaska powierzchnia.
Podczas szlifowania należy wziąć pod uwagę następujące kwestie:
- Prawidłowy dobór papieru ściernego zależy od obszaru szlifowania, czy szlifujemy starą/nową blachę, blachę stalową, aluminiową, plastik.
- Podczas szlifowania każdej kolejnej warstwy papier ścierny powinien być o trzy stopnie drobniejszy niż poprzedni.
- Aby uzyskać prawidłowe szlifowanie, poczekaj, aż rozpuszczalniki całkowicie wyparują, a folia wyschnie, w przeciwnym razie materiał wtoczy się pod papier.
- Po szlifowaniu powierzchnia musi być całkowicie oczyszczona, wszelkie pozostałości po szlifowaniu, sole i tłuszcze muszą być usunięte. Nie dotykaj powierzchni gołymi rękami.

czyszczenie
Przed malowaniem wg. również przed ponownym nałożeniem uszczelniacza lub Ważne jest, aby usunąć wszelkie zanieczyszczenia, takie jak pozostałości po szlifowaniu, resztki soli z wody i papieru ściernego, nadmiar uszczelniacza w przypadku dodatkowego uszczelnienia lub zabezpieczenia, tłuszcz z rąk, wszelkie pozostałości (w tym ślady) różnych produktów silikonowych , jeśli są używane.
Dlatego powierzchnia musi być całkowicie czysta i sucha, w przeciwnym razie mogą wystąpić liczne defekty; kratery i rozprzestrzenianie się farby, później również pękanie farby i bąbelki. Wyeliminowanie tych defektów jest zwykle niemożliwe i wymaga całkowitego szlifowania powierzchni i ponownego malowania. Czyszczenie odbywa się na przykład za pomocą środka czyszczącego, który nakłada się na powierzchnię w czystym, suchym miejscu. również ręcznik papierowy. Podczas przygotowania powłoki czyszczenie powtarza się kilkakrotnie.
Opieczętowanie
Uszczelnianie jest najczęstszą metodą wyrównywania zagłębionych i uszkodzonych części pojazdu. Poniższy rysunek przedstawia połączenie linijki z korpusem, które należy wypełnić szczeliwem. Zwykle ołówkiem zaznacza się miejsce wokół zwisu, w którym konieczne jest nałożenie masy szpachlowej.

Szpachlówkę nakładamy na powierzchnię klasyczną szpachelką w miejscu, które wcześniej zaznaczyliśmy ołówkiem. Szczeliwo nakłada się na goły metal, oczyszczony przez szlifowanie, aby zapewnić odpowiednią twardość i wytrzymałość, chociaż nowoczesne uszczelniacze do zalewania muszą mocno przylegać do każdego podłoża. Na poniższym rysunku powierzchnia jest gotowa do nałożenia odpowiednio szpachlówki. proces składania tzw.

Przyczyny i zapobieganie niedoborom napełniania
Plamy na wierzchniej warstwie
 Powody:
Powody:
- za dużo utwardzacza w szczeliwie polietylenowym,
- niewystarczająco wymieszany utwardzacz w szczeliwie polietylenowym.
Korekta defektów:
- wyszlifować do płyty i ponownie uszczelnić.
Małe dziury
 Powody:
Powody:
- niewłaściwe uszczelnienie (obecność powietrza lub zbyt grube pojedyncze warstwy),
- podłoże nie jest wystarczająco suche,
- zbyt cienka warstwa podkładu.
Zapobieganie defektom:
- łopata musi być w tym miejscu kilkakrotnie wciśnięta, aby wypuścić powietrze,
- jeśli uszczelniamy o większej grubości, konieczne jest nałożenie kilku cienkich warstw,
- dobrze wysuszyć materiały bazowe.
Korekta defektów:
- wyszlifować do płyty i ponownie uszczelnić.
Znaki docierania
 Powody:
Powody:
- przeszlifowanie szczeliwa nieodpowiednim (zbyt gruboziarnistym) papierem ściernym,
- szlifowanie starej farby nieodpowiednim papierem ściernym.
Zapobieganie defektom:
- użyć papieru ściernego o określonej ziarnistości (chropowatości),
- Szlifować duże rowki drobnym papierem ściernym.
Korekta defektów:
- wyszlifować do płyty i ponownie uszczelnić.
występ
Wylewanie jest ważnym etapem pracy przed nałożeniem lakieru nawierzchniowego. Wyzwaniem jest pokrycie i nałożenie cienkiej warstwy bardzo małych, ale widocznych wypukłości i zarysowań oraz pokrycie i odizolowanie zadrukowanych obszarów.
Do różnych celów stosuje się różne rodzaje wypełniaczy:
- szpachlówka 2K na bazie poliuretanu / akrylu,
- wypełniacze grubowarstwowe (kompaktowe),
- wypełniacze na bazie wody,
- wypełniacze mokre na mokre,
- wypełniacz tonizujący,
- przezroczyste wypełniacze (Fillsealer).
Kamuflaż
Wszystkie niepomalowane części i powierzchnie pojazdów muszą być zakryte, w tym listwy ozdobne, które nie rozkładają się ani nie rozkładają.
wymagania:
- taśmy klejące i maskujące muszą być odporne na wilgoć i jednocześnie odporne na ciepło,
- papier musi być nieprzepuszczalny, aby atrament nie przenikał przez niego.

rysunek
- Przed malowaniem rozgrzać pojazd do temperatury pokojowej (18˚C).
- Kolor i towarzyszące mu składniki (utwardzacz i rozcieńczalnik) również powinny mieć temperaturę pokojową.
- Twardość wody szlifierskiej powinna być jak najniższa. Resztki wody szlifierskiej należy dokładnie wytrzeć, ponieważ resztki soli mogą powodować powstawanie pęcherzy na pomalowanej powierzchni.
- Sprężone powietrze musi być suche i czyste. Oddzielacz wody musi być regularnie opróżniany.
- Jeśli nie posiadamy kabiny lakierniczej i malujemy w garażu, musimy szczególnie uważać na wilgotność powietrza (np. nie podlewać podłogi, a następnie maksymalnie włączać grzejniki). Jeśli wilgotność jest zbyt wysoka, odpowiednio tworzą się bąbelki. zaciski wg. farba matująca. Tak samo jest z kurzem. Podłogi powinny być czyste i suche, a przepływ powietrza możliwie najniższy.
- Kabiny lakiernicze i suszarnie powinny być wyposażone w dopływ świeżego powietrza, filtry przeciwpyłowe i wyloty pary, aby zapobiec rozmazywaniu się farby lub gromadzeniu się kurzu na farbie.
- Wszystkie oszlifowane powierzchnie należy ponownie zabezpieczyć przed korozją.
- Każde opakowanie zawiera instrukcję użytkowania w formie piktogramów. Wszystkie dane podano dla temperatury aplikacji 20°C. Jeśli temperatura jest wyższa lub niższa, działanie należy dostosować do rzeczywistych warunków. Jest to bardzo ważne dla żywotności i schnięcia, które można odpowiednio skrócić w wyższych temperaturach. w niższej temperaturze dłużej niż zalecana.
- Bardzo ważna jest również wilgotność względna, która nie powinna przekraczać 80%, ponieważ znacznie spowalnia to schnięcie, a także może prowadzić do niepełnego wyschnięcia powłoki farby. Tak więc w przypadku uszczelniaczy PE będzie klejenie lub. zapychanie się papieru ściernego, w powłokach 2K, a następnie pęcherzenie w wyniku reakcji z wodą. W przypadku stosowania powłok wieloskładnikowych i kompletnego systemu naprawczego należy używać produktów tylko jednego producenta i postępować zgodnie z instrukcjami, ponieważ jest to jedyny sposób na osiągnięcie pożądanej wydajności. W przeciwnym razie powierzchnia może się marszczyć. Wada ta nie jest spowodowana nieodpowiednią jakością materiałów, ale niezgodnością materiałów w systemie. W niektórych przypadkach zmarszczki nie pojawiają się od razu, ale dopiero po pewnym czasie.
Przyczyny i zapobieganie defektom podczas nakładania podkładów wg. zabarwienie
Tworzenie się bąbelków
 Powody:
Powody:
- zbyt krótki czas wentylacji między warstwami,
- zbyt grube warstwy podkładu,
- resztki wody po szlifowaniu w narożach, krawędziach, załamaniach,
- woda jest zbyt twarda do zmielenia,
- zanieczyszczone sprężone powietrze,
- kondensacja spowodowana wahaniami temperatury.
Zapobieganie defektom:
- czas wentylacji między warstwami musi wynosić co najmniej 10 minut w temperaturze 20°C,
- nie dopuścić do wyschnięcia resztek wody po szlifowaniu, należy je zetrzeć,
- sprężone powietrze musi być suche i czyste.
Korekta defektów:
- wyszlifować na talerz i ponownie nałożyć.
Źle, wg. niewystarczająca przyczepność do podłoża
 Powody:
Powody:
- źle przygotowane podłoże, ślady tłuszczu, odciski palców, kurz,
- rozcieńczenie materiału nieodpowiednim (nieoryginalnym) rozcieńczalnikiem.
Naprawa błędów:
- dobrze oczyścić powierzchnię przed malowaniem,
- stosowanie przepisanych rozcieńczalników.
Korekta defektów:
- wyszlifować na talerz i ponownie nałożyć.
Rozpuszczenie substratu
 Powody:
Powody:
- nie wysuszony, nieutwardzony poprzedni obraz,
- warstwy starej farby są zbyt grube.
Zapobieganie defektom:
- przestrzegać przepisanego czasu schnięcia
- przestrzegać zalecanej grubości powłoki
Korekta defektów:
- wyszlifować na talerz i ponownie nałożyć
Przyczyny i zapobieganie małżeństwu z malowaniem dwu- i trójwarstwowym
Plamienie
 Powody:
Powody:
- niezadowalająca technika aplikacji (dysza, ciśnienie),
- zbyt krótki czas wentylacji,
- używanie niewłaściwego rozcieńczalnika,
- malowana powierzchnia nie ma odpowiedniej temperatury (za zimno, za ciepło).
Zapobieganie defektom:
- stosując zalecaną technikę aplikacji,
- za pomocą przepisanego rozcieńczalnika,
- zapewnienie odpowiedniej temperatury pokojowej i malowanej powierzchni (18-20°C) oraz maksymalnej wilgotności 40-60%.
Korekta defektów:
- przeszlifować do podstawy i ponownie pomalować.
Kapanie
 Powody:
Powody:
- nieodpowiednia lepkość bazy HYDRO,
- HYDRO Podłoże zbyt grube,
- nieodpowiedni pistolet (dysza), ciśnienie,
- zbyt zimny materiał, zbyt niska temperatura bazowa lub pokojowa,
- używając niewłaściwego rozcieńczalnika.
Zapobieganie defektom:
- zgodność z instrukcją techniczną użytkowania,
- za pomocą odpowiedniego pistoletu natryskowego,
- przedmiot i materiał są podgrzewane do temperatury pokojowej +20°C,
- używając przepisanego rozcieńczalnika.
Korekta defektów:
- przeszlifować do podstawy i ponownie pomalować.
Rodzaje kolorów
Nieprzezroczyste kolory to kolory podstawowe, które są używane samodzielnie lub zmieszane z innymi kolorami w celu stworzenia nowych odcieni lub jako warstwa bazowa dla specjalnych odcieni i efektów. Bardzo często stosuje się je z kolorami przezroczystymi, które nadają kolorom kryjącym jasny odcień zgodnie z potrzebami i pomysłami, albo bezpośrednio przez mieszanie tych kolorów, albo przez nakładanie warstw przezroczystych bezpośrednio na kolor kryjący. Zalecana średnica dyszy przy stosowaniu farb kryjących wynosi 0,3 mm lub więcej. Jeśli farby są bardziej rozcieńczone, można zastosować dyszę 0,2 mm.
Przezroczyste kolory półprzezroczyste kolory z efektem półpołysku. Można je mieszać z innymi rodzajami farb lub nakładać bezpośrednio na inne rodzaje farb. Są wszechstronne i służą do uzyskania dużej liczby efektów. Mieszając z innymi typami, możesz osiągnąć pożądany odcień. Na przykład. Mieszając farby transparentne z farbą aluminiową uzyskuje się metalizację w dowolnym odcieniu. Aby uzyskać błyszczący kolor z brokatem, miesza się kolory przezroczyste i kolory Hot Rod (wymienione poniżej). Przezroczyste kolory mogą również dodać lekkiego odcienia do nieprzezroczystych kolorów, tworząc nowy odcień według własnych upodobań. Farby można mieszać bezpośrednio ze sobą lub nakładać jako transparentne lub kryjące. Zalecana średnica dyszy przy stosowaniu farb transparentnych to 0,3 mm lub więcej. Jeśli farby są bardziej rozcieńczone, można zastosować dyszę o średnicy 0,2 mm.
Farby fluorescencyjne półprzezroczyste, neonowe kolory z efektem półpołysku. Natryskiwane są na białą farbę podkładową lub na jasne tło utworzone farbami kryjącymi lub transparentnymi. Farby fluorescencyjne są mniej odporne na promieniowanie UV ze światła słonecznego niż konwencjonalne farby. Dlatego wymagają lakieru z ochroną UV. Zalecana średnica dyszy dla farb fluorescencyjnych wynosi 0,5 mm lub więcej. Średnica dyszy 0,3 wzgl. Możesz użyć 0,2 mm, jeśli kolory są bardziej rozcieńczone.
Kolory perłowe można ich używać samodzielnie, aby uzyskać efekt perłowego połysku lub z innymi kolorami. Mieszając z przezroczystymi kolorami, możesz stworzyć błyszczące kolory we własnym odcieniu. Stosowane są również jako podkłady pod farby Candy, dzięki czemu uzyskuje się genialny perłowy kolor w różnych odcieniach. Aby uzyskać efekt połysku, farbę Candy nakłada się w dwóch do czterech warstw bezpośrednio na farbę perłową. Zalecana średnica dyszy dla farb perłowych to 0,5 mm lub więcej. Średnica dyszy 0,3 wzgl. Możesz użyć 0,2 mm, jeśli kolory są bardziej rozcieńczone.
Metaliczny stosowany samodzielnie lub w połączeniu z innymi kolorami. Kolory te najlepiej wyróżniają się na ciemnym tle (czerń jest kolorem nieprzezroczystym). Można ich również używać jako podkładu pod lakiery bezbarwne lub cukierkowe, aby uzyskać niestandardowe metaliczne odcienie, które można uzyskać poprzez proste nałożenie dwóch do czterech warstw lakieru bezbarwnego/cukierkowego bezpośrednio na metaliczny. Zalecana średnica dyszy do farb metalicznych to 0,5 mm lub więcej. Średnica dyszy 0,3 wzgl. Możesz użyć 0,2 mm, jeśli kolory są bardziej rozcieńczone.
Kolory tęczy można ich używać samodzielnie do tworzenia subtelnego efektu tęczy, który powoduje zmianę odcienia pod wpływem światła lub jako baza pod inne rodzaje kolorów. Są często używane jako warstwa bazowa dla kolorów bezbarwnych lub cukierkowych, za pomocą których mogą tworzyć własne odcienie kolorów z efektem tęczy (poprzez nałożenie dwóch do czterech warstw bezbarwnego / cukierkowego koloru bezpośrednio na kolor tęczy). Zalecana średnica dyszy dla kolorów tęczy wynosi 0,5 mm lub więcej. Średnica dyszy 0,3 wzgl. Możesz użyć 0,2 mm, jeśli kolory są bardziej rozcieńczone.
Hi-Lite kolory można je stosować na dowolnym kolorowym tle, aby uzyskać wyrazisty efekt wzmocnienia koloru. Przeznaczone są do nakładania w niewielkich ilościach w jednej do trzech warstw. Efekt przesunięcia kolorów jest mniej wyraźny w kolorach Hi-Lite niż w serii szmaragdowej. Kolory Hi-Lite są idealne do tworzenia subtelnego efektu podświetlenia, który najlepiej widać w świetle dziennym lub w bezpośrednim świetle sztucznym. Kolory można mieszać bezpośrednio z kolorami przezroczystymi. W rezultacie kolor będzie się łatwo zmieniał. Nadmierne mieszanie kolorów spowoduje utratę tego efektu, a kolory nabiorą mlecznego efektu pasteli. Kolory Hi-Lite bardzo dobrze wyróżniają się na ciemnym tle, takim jak nieprzezroczysta czerń. Zalecana średnica dyszy dla farb Hi-Lite wynosi 0,5 mm lub więcej. Średnica dyszy 0,3 odp. Możesz użyć 0,2 mm, jeśli kolory są bardziej rozcieńczone.
Szmaragdowe kolory Są to farby ze specjalnym pigmentem, który działa na zasadzie kątów załamania, co prowadzi do silnej zmiany odcienia koloru. Kolory szmaragdowe dramatycznie zmieniają swój kolor w zależności od kąta oświetlenia. Kolory te najlepiej wyróżniają się na ciemnym tle (nieprzezroczysta czerń). Ten odcień jest tworzony przez nałożenie jednej do dwóch cienkich warstw ciemnej farby bazowej, a następnie dwóch do czterech warstw farby szmaragdowej. Rozcieńczanie tych farb nie jest zalecane, ale w razie potrzeby rozcieńczalnik należy dodawać tylko w małych dawkach, aby uniknąć nadmiernego rozcieńczenia farby. Zalecana średnica dyszy dla farby Emerald Paint to 0,5 mm lub więcej.
Kolorystyka to farby ze specjalnym pigmentem, który działa na zasadzie kątów załamania, co prowadzi do silnej zmiany odcienia koloru. Przejście kolorów tych kolorów jest płynne i wyraźnie widoczne nawet przy słabym oświetleniu, a efekt jest jeszcze wyraźniejszy na nierównych obiektach z ostrymi zagięciami. Jasne kolory najlepiej wyróżniają się na ciemnym tle (czarny kolor tła). Pożądany efekt uzyskuje się poprzez nałożenie jednej do dwóch cienkich warstw czarnej farby bazowej oraz dwóch do czterech warstw farby Flair. Nie zaleca się rozcieńczania tych farb, ale jeśli to konieczne, należy dodawać rozcieńczalnik tylko w niewielkich ilościach, aby uniknąć nadmiernego rozcieńczenia farby. Zalecana średnica dyszy dla farb szmaragdowych wynosi 0,5 mm lub więcej.
Błyszczące kolory są to kolory z lekkim połyskiem. Ich wielkość cząstek jest mniejsza niż w przypadku farb Hot Rod. Te kolory są półprzezroczyste o wyglądzie półbłyszczącym. Najlepiej wyróżniają się na ciemnym tle (czarny kolor tła). Nałożenie od jednej do dwóch cienkich warstw czarnego podkładu i od dwóch do czterech warstw farby brokatowej pozwoli uzyskać pożądany efekt. Zalecana średnica dyszy dla farb błyszczących wynosi 0,5 mm lub więcej. Średnica dyszy 0,3 odp. Możesz użyć 0,2 mm, jeśli kolory są bardziej rozcieńczone.
Kosmiczne kolory to kolory z efektem drobnego gwiezdnego pyłu. Ich wielkość cząstek jest mniejsza niż w przypadku farb Hot Rod. Te kolory są półprzezroczyste i mają wygląd półpołysku. Najlepiej wyróżniają się na ciemnym tle (czarny kolor tła). Pożądany efekt uzyskuje się poprzez nałożenie jednej do dwóch cienkich warstw czarnej farby bazowej z dwiema do czterech warstw farby Cosmic. Aby uzyskać błyszczący kolor, kolory Cosmic miesza się z kolorami przezroczystymi lub cukierkowymi. Aby zabarwić powstałą farbę, na bazę farby Cosmic należy nałożyć od dwóch do pięciu warstw dowolnej przezroczystej farby. Kolory kosmiczne można również mieszać ze sobą, aby uzyskać bardziej żywy efekt kolorystyczny. Można również wykorzystać ich efekt migotania i nakładać na podłoże o dowolnym kryjącym kolorze. Zalecana średnica dyszy dla farb Cosmic to 0,5 mm lub więcej. Średnica dyszy 0,3 wzgl. Możesz użyć 0,2 mm, jeśli kolory są bardziej rozcieńczone.
Farby Hotrod ożywiają tak zwane „kolory retro” 50-60 samochodów. lat, tworząc bardzo imponujący efekt migotania, który świeci i mieni się w bezpośrednim świetle. Kolory te najlepiej wyróżniają się na ciemnym tle (czarny kolor tła). Pożądany efekt uzyskuje się poprzez nałożenie jednej do dwóch cienkich warstw czarnej farby bazowej, a następnie dwóch do czterech warstw farby Hot Rod. Aby uzyskać połysk, kolory Hot Rod należy mieszać bezpośrednio z farbami bezbarwnymi lub cukierkami. Aby poprawić powstałą farbę, nałóż od jednej do czterech warstw dowolnej przezroczystej farby na bazę Hot Rod. Kolory Hot Rod można również mieszać ze sobą, aby uzyskać bardziej żywy efekt kolorystyczny. Zalecana średnica dyszy dla farby Hot Rod wynosi 0,5 mm lub więcej. Średnica dyszy 0,3 odp. Możesz użyć 0,2 mm, jeśli kolory są bardziej rozcieńczone.
Cukierkowe kolory to skoncentrowane farby o wysokim połysku, które nawet po całkowitym wyschnięciu wyglądają jak świeżo rozpylona farba (pełny efekt połysku pojawia się dopiero po nałożeniu wierzchniej warstwy). Chociaż kolory Candy są używane jako baza pod podkład, różnią się pod wieloma względami od klasycznych kolorów bazowych. Farby Candy bez lakieru są bardzo podatne na uszkodzenia i nie powinny być bezpośrednio maskowane (muszą być całkowicie wyschnięte i pomalowane przed maskowaniem). Przy stosowaniu farb Candy konieczne jest jak najszybsze nałożenie warstwy nawierzchniowej, która zabezpiecza farbę przed osadzaniem się brudu i odcisków palców, na które farba jest bardzo podatna. Przy natryskiwaniu dużych powierzchni zaleca się mieszanie farb Candy z przezroczystą bazą ze względu na ich wysokie stężenie. Konieczne jest całkowite wyschnięcie farby, na wolnym powietrzu może to zająć kilka godzin. Zalecana średnica dyszy dla farb Candy wynosi 0,5 mm lub więcej. Średnica dyszy 0,3 odp. Jeśli kolory są bardziej rozrzedzone, można użyć 0 mm.
Kolor aluminium dostępne w trzech różnych gradacjach w zależności od wielkości ziarna: drobne, średnie, grube. Jest wysoce odblaskowy i przeznaczony głównie jako baza do cukierkowych kwiatów. Może być stosowany samodzielnie w celu uzyskania efektu aluminium lub metalicznego lub jako warstwa bazowa pod farby transparentne w celu uzyskania dowolnego odcienia z efektem odblaskowym. Innym możliwym zastosowaniem jest natryskiwanie różnego rodzaju farb aluminiowych (drobne, średnie, grube) a następnie nakładanie dowolnej farby Candy. Rezultatem jest błyszcząca farba z przejściem pomiędzy ziarnami aluminium o różnej wielkości. Farba aluminiowa dobrze kryje i zazwyczaj jedna warstwa wystarcza na całe malowanie. Zalecana średnica dyszy do farb aluminiowych to 0,5 mm lub więcej. Średnica dyszy 0,3 wzgl. Możesz użyć 0,2 mm, jeśli kolory są bardziej rozcieńczone.
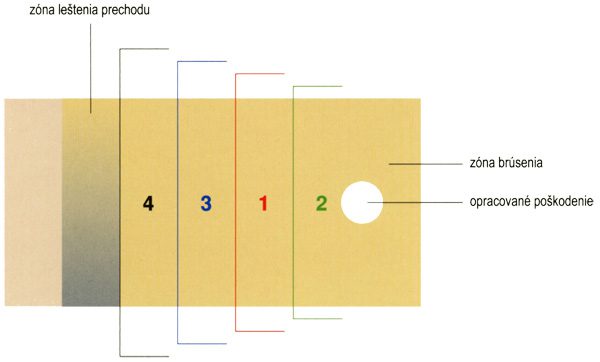
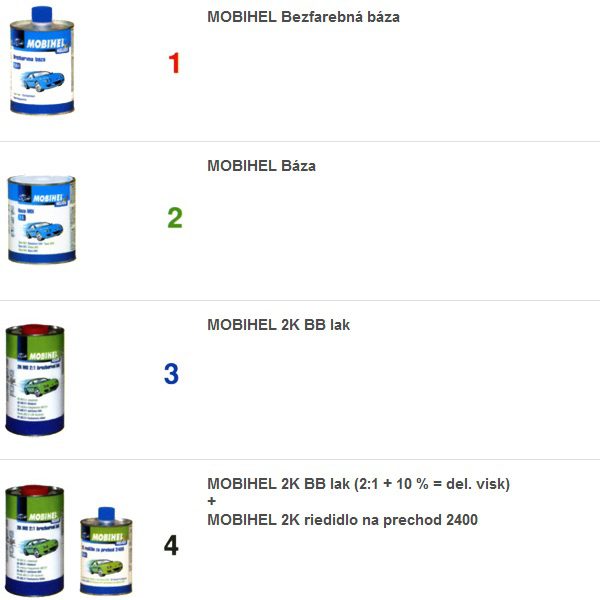
Malowanie natryskowe
Obecne szybkie czasy zmuszają właścicieli pojazdów do maksymalnego wykorzystania swoich partnerów motorowych. Zwiększa też presję na tempo napraw, w tym malowania. Jeśli jest to niewielkie uszkodzenie, służy skróceniu czasu i obniżeniu kosztów tzw. naprawy częściowej do malowania - natryskiem. Na rynku istnieją wyspecjalizowane firmy, które opracowały systemy umożliwiające pracę w ten sposób.
Malując Bazę mamy do czynienia z trzema problemami:
- Odchylenie odcienia nowej bazy w stosunku do pierwotnej powłoki - mają na to wpływ prawie wszystkie czynniki: temperatura, lepkość, ciśnienie, grubość warstwy itp.
- Pojawienie się jaśniejszej smugi bazy na częściach, w które spryskujemy (proszek) i próbujemy stworzyć spray.
- Łączenie nowej farby bezbarwnej ze starą, nieuszkodzoną farbą.
Problemu tego można zazwyczaj uniknąć, postępując zgodnie z instrukcjami właściwego przygotowania powierzchni przed malowaniem i używając materiałów przeznaczonych do takiego malowania.
Schemat malowania w sprayu
Naprawa karoserii
Naprawa karoserii metodą PDR (bez wgnieceń lakierniczych)
Metodą PDR można wyrównywać na zimno części karoserii z drobnymi uszkodzeniami spowodowanymi np. wstrząsem podczas parkowania, kolejnymi drzwiami samochodu, aktami wandalizmu, gradobiciem itp. Metoda PDR została opracowana nie tylko z myślą o szybkim i profesjonalnym naprawić te uszkodzenia niskim kosztem, ale przede wszystkim zachować oryginalną farbę i farbę bez konieczności piaskowania, piaskowania i ponownego malowania uszkodzonego obszaru.
Początki metody PDR sięgają lat 80-tych, kiedy to technik Ferrari uszkodził drzwi jednego z produkowanych modeli i nie miał środków na kolejne naprawy. Dlatego próbował przywrócić drzwi, ściskając prześcieradło żelazną dźwignią. Następnie użył tej techniki jeszcze kilka razy i w ten sposób ulepszył ją do tego stopnia, że zdał sobie sprawę z możliwości odpowiednio bardziej spontanicznego. bardziej masowego wykorzystania tej metody i postanowili wyjechać do Stanów Zjednoczonych i wykorzystać tę technologię do zarabiania pieniędzy, jednocześnie ją opatentowając. Dopiero w ciągu następnych dwudziestu lat metoda ta rozprzestrzeniła się na kontynent europejski, gdzie podobnie jak w Ameryce odniosła duży sukces i stała się jeszcze szerzej stosowana.
Korzyści:
- Zachowanie oryginalnego lakieru bez kitu, aerozoli itp. jest bardzo ważne, zwłaszcza w przypadku coraz to nowszych pojazdów. Powód jest oczywisty: w wielu przypadkach przed malowaniem można zachować oryginalny lakier z fabryki, co ma ogromne znaczenie w przypadku nowych, jeszcze nie sprzedanych samochodów.
- Znaczne skrócenie czasu naprawy w porównaniu do tradycyjnego malowania, ta metoda naprawy jest wykonywana kilkakrotnie szybciej.
- Niższe koszty napraw – mniej czasu spędzonego na naprawach i mniej użytych materiałów zmniejszają koszty napraw.
- Po naprawie nie pozostaną żadne ślady - po zakończeniu takich napraw powierzchnia części będzie jak nowa.
- Nie stosuje się uszczelniacza, dzięki czemu naprawiany obszar jest tak samo odporny jak inne części części na różne obciążenia, bez ryzyka pęknięcia uszczelniacza.
- Możliwość wykonania naprawy bezpośrednio u klienta. Ponieważ naprawa wymaga głównie wprawnych rąk mechanika i kilku narzędzi, uszkodzony obszar można naprawić prawie w dowolnym miejscu i czasie.
Procedura naprawy
Procedura naprawy polega na stopniowym wyciskaniu postrzępionej blachy z wnętrza karoserii bez uszkodzenia lakieru. Technik monitoruje powierzchnię karoserii w świetle lampki mocującej. Nierówności powierzchni zniekształcają odbicie światła, dzięki czemu technik może określić dokładną lokalizację i stopień przepełnienia. Sam druk odbywa się stopniowo, wymaga umiejętności i użycia specjalnych narzędzi i urządzeń o różnych kształtach.


