Jak tworzone są pliki?
Zawartość
| Podstawową zasadą tworzenia pilników jest cięcie zębów w pasku metalu w celu wytworzenia szorstkiego narzędzia, które może ścierać materiał z bardziej miękkiej powierzchni. |
 | Chociaż pilniki były wytwarzane ręcznie przez setki lat, teraz można je również wytwarzać masowo przy użyciu maszyn. Każdy proces odbywa się zgodnie z metodą opisaną poniżej. |
Utwórz puste miejsce | |
 | Pierwszym krokiem w procesie tworzenia pilnika jest utworzenie paska metalu, który z grubsza odpowiada kształtowi i rozmiarowi gotowego pilnika. Nazywa się to „pustym”. |
 | Aby osiągnąć ten wynik, stal można wykuć, stopić i wlać do formy w celu zestalenia lub ścisnąć między dwoma ciężkimi rolkami, a następnie przyciąć do pożądanego kształtu. |
Wyżarzanie pilników | |
 | Wyżarzanie to proces, w którym stal jest zmiękczana, aby ułatwić pracę. |
 | Półfabrykat pilnika jest podgrzewany, aż zmieni kolor na ciemnoczerwony, a następnie pozostawiony do ostygnięcia w temperaturze pokojowej. |
 | Ponieważ nagrzewanie metalowego przedmiotu obrabianego może prowadzić do jego deformacji, po schłodzeniu jest on szlifowany lub piłowany do pożądanego kształtu. |
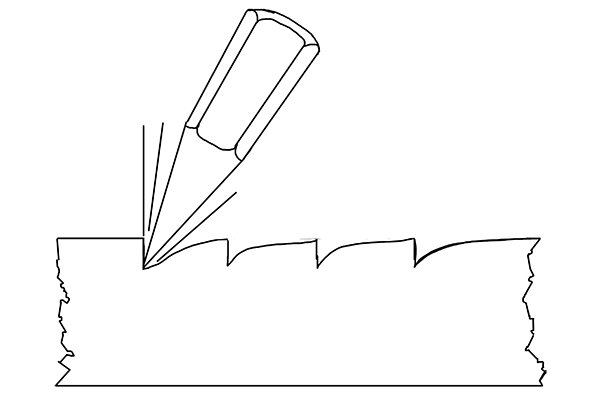
Cięcie zębów pilnikiem | |
 | Na tym etapie za pomocą dłuta zęby wcinają się w pilnik w regularnych odstępach czasu. |
 | Kąt zębów wynosi zwykle około 40-55 stopni w stosunku do powierzchni pilnika, w zależności od rodzaju wycinanego w pilniku wzoru. Ten róg jest nazywany „przednim rogiem” pliku. Aby uzyskać więcej informacji zobacz Co to jest cięcie pliku? |
 | Jeśli kąt zębów jest zbyt wąski, istnieje większe prawdopodobieństwo utknięcia w powierzchni przedmiotu obrabianego. Jeśli kąt jest zbyt duży, istnieje większe prawdopodobieństwo złamania i odpadnięcia od korpusu pilnika. |
 | Niektóre pilniki można wykonywać przy ujemnym kącie natarcia, co oznacza, że zęby w rzeczywistości skierowane są od przedmiotu obrabianego, a nie w jego stronę. W tym przypadku zęby nie tną materiału, ale zgarniają go po powierzchni, zeskrobując wszelkie nieregularne wybrzuszenia (wybrzuszenia) i wciskając wycięty materiał w drobne wgniecenia (dołki). |
 | Pilniki te są zwykle cięte z drobnymi zębami i służą do uzyskania bardzo gładkiej powierzchni. |
 | Cięcie tarnikiemZęby tarnika wykonuje się za pomocą trójkątnego stempla, który przecina każdy ząb indywidualnie. Aby uzyskać więcej informacji na temat raszpli, zobacz: Co to jest zgrzyt? |
Hartowanie pilnika | |
 | Po przecięciu zębów pilnik musi zostać zahartowany lub odpuszczony, aby mógł przecinać inne materiały bez uszkodzeń. |
 | Plik ponownie się nagrzewa. |
 | Gdy osiągnie żądaną temperaturę, zanurza się ją w dużej kąpieli solankowej i szybko schładza. |
 | To szybkie chłodzenie powoduje, że ziarna w strukturze molekularnej stali stają się drobniejsze, czyniąc ją twardszą i nadając jej większą wytrzymałość na rozciąganie. |
 | Proces ten powtarza się kilka razy, aby upewnić się, że stal jest wystarczająco twarda, aby mogła być używana jako materiał ścierny. |
Zmiękczenie zapachu | |
 | Jednym z efektów ubocznych procesu odpuszczania jest to, że stal może stać się krucha, co zwiększa prawdopodobieństwo jej ścinania lub złamania po upuszczeniu. |
 | Ponieważ trzon pilnika jest cieńszy niż reszta korpusu, jest to potencjalny słaby punkt. |
 | Tak więc, po zakończeniu pozostałej części obróbki cieplnej, trzon jest ponownie podgrzewany i pozostawiany do ostygnięcia do temperatury pokojowej. To ponownie zmiękcza trzonek, czyniąc go mniej kruchym i bardziej odpornym na uszkodzenia. |
 | Pliki, które przechodzą przez tę część procesu, są czasami określane jako „zmienna obróbka cieplna”. |

